Common pump trouble causes and solutions

Pump troubles can be triggered by small triggers such as air getting in or sudden changes in pressure. By taking preventative measures in advance and taking immediate action afterwards, you may be able to prevent damage to the pump.
This time, we will introduce five common pump problems, their causes, and appropriate solutions.
1. Typical pump problems you should be aware of
Pumps are used in many factories to transport, draw, and mix liquids, so if they stop working, it can have a major impact on factory operations.
First, we will look at five typical pump problems, and then in the next chapter we will introduce how to solve them.
■ ①.Dry operation (empty operation)
This occurs when a pump is operated without the pump casing (inside the pump) or suction piping filled with fluid. Problems caused by running the pump dry include burnout of the bearings, impeller, and motor.
■ ②.Air entrapment
This refers to a condition in which air gets mixed in the suction pipe of a pump that handles fluids such as liquids, causing air bubbles and air pockets. When air gets mixed in, it is difficult to obtain sufficient discharge pressure or flow rate, which can lead to a decrease in the pump's capacity.
■ ③.Cavitation (cavity phenomenon)
This is a phenomenon in which bubbles repeatedly appear and disappear in the fluid due to local pressure differences inside the pump casing. When the bubbles disappear, a large impact pressure is generated, causing great damage to the inside of the piping, which is called "cavitation erosion." This can cause abnormal vibrations and noise.
■ ④.Water hammer
Water hammer is a phenomenon in which an impact occurs inside a pipe when the fluid flowing through the pipe is suddenly stopped or released, which can result in impact noise, vibration, damage to piping equipment, and even pipe rupture.
■ ⑤.Shaft seal leakage
This refers to a condition in which fluid leaks from the shaft seal that seals the gap between the motor shaft and the casing, which can result in insufficient flow rate or cause fluid to leak into the surrounding area.
2. Pump troubleshooting: Dry running (empty operation)
Dry running (empty operation) can damage the pump itself, so early action is required. Measures to prevent dry running vary depending on the height of the pump shaft relative to the tank, so we will explain them separately for when the pump shaft is at the bottom and when it is at the top.
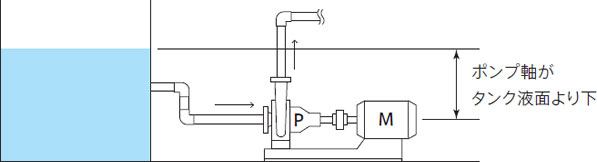
■ If the pump shaft is below the liquid level in the tank
There is no risk of running dry as liquid naturally flows into the casing.
If dry running occurs, bleed the air using the following procedure.
- ①. Fill the tank with liquid sufficiently
- ②. Open the suction side gate valve securely
- 3. Open the air release valve and remove all air until liquid comes out.
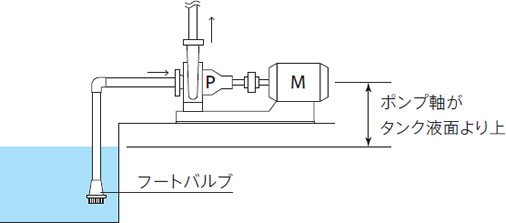
■ When the pump shaft is above the tank liquid level
On the other hand, if the pump shaft is above the liquid level, dry running is likely to occur, so caution is required. Here are two typical things to keep in mind to prevent dry running.
Be sure to prime and bleed air
It is important to ensure that the pump is primed and bled properly during the initial operation of the pump. Prime the pump and the suction pipe with liquid, then bleed the air until liquid comes out of the air bleed valve.
Prevents backflow of liquid when the pump is stopped
Due to its structure, when the power is stopped, the liquid will backflow from the piping into the tank. This requires priming and air bleeding every time the pump is turned off, so it is important to prevent backflow by using check valves and foot valves according to the pump's characteristics.
3. Pump troubleshooting: Air entrapment
We will look at solutions separately for the suction side piping and the discharge side piping, but care must be taken with the suction side piping as it is particularly prone to air bubbles and trapped air.
■ Pay attention to the suction side piping and valve connections
On the suction side, care must be taken when connecting the piping and valve.
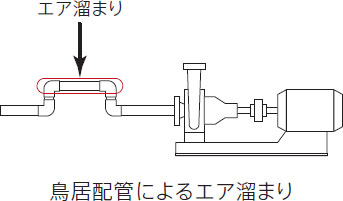
Avoid piping that is prone to air trapping
Torii piping, where the piping is curved upwards to avoid obstacles, is structurally prone to air pockets and must be avoided.
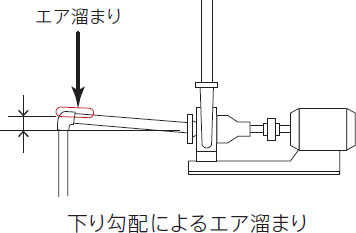
Also, if the piping is installed at a low gradient toward the pump, air may accumulate and cause poor suction. The slope toward the pump must be at least 1/100 to allow air to be removed.
Pay attention to valve connections and piping of different diameters
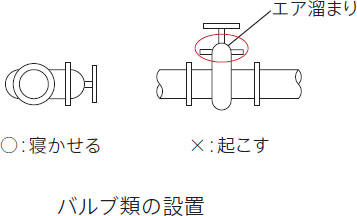
When installing valves such as gate valves along the suction pipe, laying the valves on their sides will prevent air from accumulating in the valve handles.
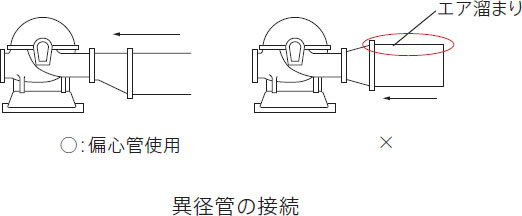
Also, when connecting to pipes of different diameters, use an eccentric pipe to prevent air pockets from forming.
■ Use a valve on the discharge side piping
Although there are fewer causes of air entrapment compared to the suction side, measures can be taken on the discharge side by using an air bleed valve or similar on the piping.
Also, since it is difficult to detect air getting into piping connections, use flange connections that are less likely to leak, or make sure to seal threaded connections.
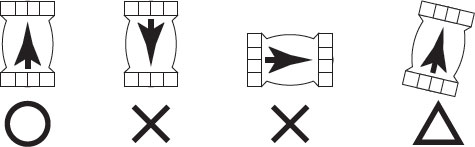
Install the foot valve in the correct direction
Foot valves with backflow prevention structures are effective in preventing air buildup, but they will not work properly if not installed correctly, so they must be installed in the correct orientation.
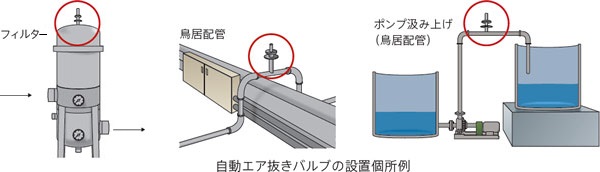
Automatic air release valves are installed on the top of the sealed container and on the torii piping.
An automatic air release valve can be installed on the discharge side piping, so this can be addressed by installing an air release valve on the top of the Torii piping or airtight container.
4. Pump troubleshooting: cavitation
Cavitation (cavitation phenomenon) can cause serious damage to pumps and piping when cavitation erosion occurs, so the risk of this occurring can be reduced by taking the following measures before it occurs.
■ Install the pump as low as possible
By installing the pump at a low position, pressure drop in the suction pipe is prevented, making it less likely for cavitation to occur.
■ Select materials that reduce pressure loss
Effective measures to reduce pressure loss include increasing the diameter of the suction pipe, shortening the length of the pipe as much as possible, and selecting joints and valves with low resistance coefficients.
■ Run the liquid at a low temperature
If possible, keep the internal liquid temperature as low as possible, which reduces the saturated vapor pressure and prevents cavitation.
5. Pump troubleshooting: Water hammer
Water hammer can also cause impacts to pipes and other parts, leading to serious damage, so it is important to take preventative measures in advance.
■ Set the pipe diameter to a larger size
Water hammer occurs when pressure in the pipes increases suddenly, so if there is a possibility that the maximum flow rate will be exceeded, choose a pipe size one size larger to slow the flow rate.
■ Install a surge tank on the pump discharge piping
When a pump is suddenly stopped, the fluid tries to continue moving due to inertia, but the amount of fluid supplied from the pump decreases, causing a drop in pressure and resulting in water column separation. By installing a surge tank on the discharge side of the pump, fluid can be supplied before water column separation occurs, reducing the risk of water hammer caused by water column separation.
■ Avoid valves that open and close suddenly
Water hammer is caused by sudden pressure fluctuations. Therefore, the risk of it occurring can be reduced by avoiding valves that open and close suddenly, such as butterfly valves and ball valves, and instead using globe valves and gate valves that open and close more gently.
■ Use a check valve
It is possible to prevent backflow of fluid by using a check valve, which can prevent return water hammer. However, only wafer-type and disc-type check valves are effective in preventing this, and care must be taken as not all check valves are compatible.
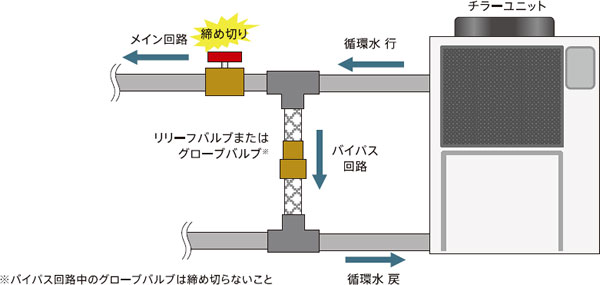
■ Install air vent valves and relief valves
It is also effective to install an air vent valve at the top of the piping and a relief valve on the pump discharge side. The air vent valve helps reduce the risk of water hammer caused by water column separation, and the relief valve helps reduce the risk of water hammer caused by pressure fluctuations.
6. Pump troubleshooting: Shaft seal leaks
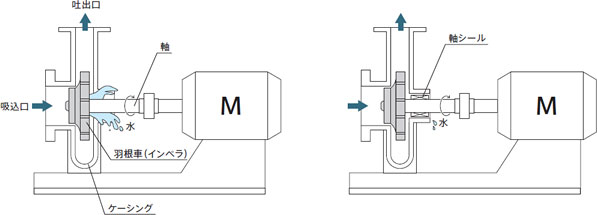
The pump uses a motor to power the impeller inside the casing, but due to its structure, liquid leaks from the gap between the casing and the shaft.
A shaft seal is used to prevent this liquid from leaking out, but there are cases where the liquid leaks from the shaft seal for some reason. From here, we will look at countermeasures for this.
■ Selecting and replacing the appropriate shaft seal
There are various types of shaft seals, including mechanical seals, gland packings, and oil seals, but they require lubrication of the sliding surfaces and cooling of the main shaft, and can cause problems such as excessive friction, making them difficult to completely prevent and increasing leakage.
Therefore, it is necessary to select an appropriate shaft seal according to the application and replace it regularly.
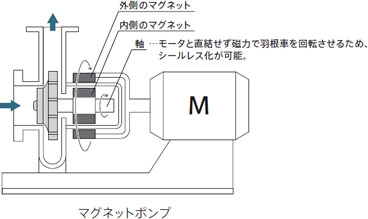
■ Use a sealless pump
Sealless pumps include magnet pumps and canned motor pumps, which transmit power using magnets or other devices separated by the pump casing wall, eliminating the need for shaft seals and the risk of liquid leakage (see the structural diagram of a magnet pump below).
Therefore, they are used when transporting fluids that are dangerous if leaked, such as flammable, explosive, or toxic liquids, or strong acids or alkalis that have a serious impact on environment.
7.まとめ
Pumps are often used in factories, but various problems can occur, such as dry running and air entrapment. In this article, we have introduced five typical problems and how to deal with them.
There are a variety of countermeasures depending on the cause, such as changing the pump installation location or piping size, using special valves, or installing a surge tank.
However, since there are established countermeasures for each cause of trouble, the risk of pump trouble can be reduced by implementing improvement methods that suit the situation at your own factory.