








周边信息
切削液的种类
说明切削液的种类和各种油液的特征和分类。
(1)不水溶性切削油和水溶性切削油
不水溶性和水溶性,大致分为两种
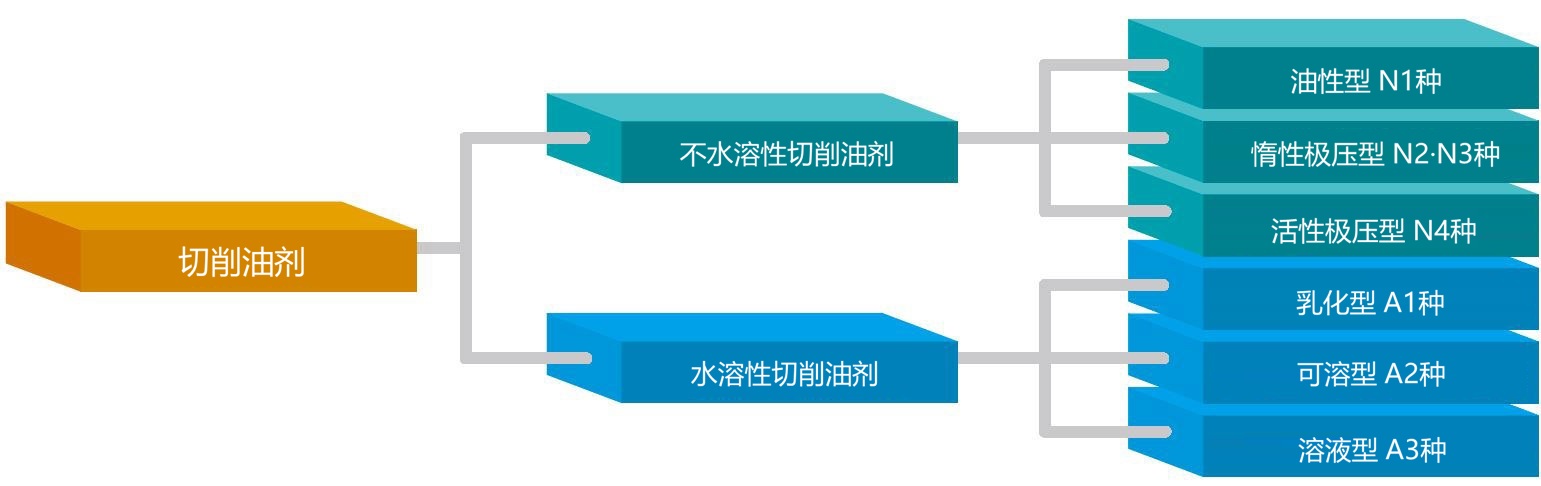
上次也稍微提到过,切削液大致分为不用水稀释使用的不水溶性切削液和稀释使用的水溶性切削液。
不水溶性油剂的特征
- 适用于易腐蚀非铁金属等的轻切削。
- 具有优良的润滑性和抗粘连性能,可防止积屑瘤,适合加工合金钢和要求精度的难切削材料。
- 由于具有可燃性,因此在切削和保管时使用时必须小心。适用消防法。
- 高温下容易产生油烟,油雾对策。
水溶性油剂的特征
- 冷却效果好,适合高速切削。
- 需要防止切削材料和工具等生锈。
- 管理需要采取措施防止细菌等腐败恶化。
- 由于不燃性,适合工厂无人化等。不适用消防法*。
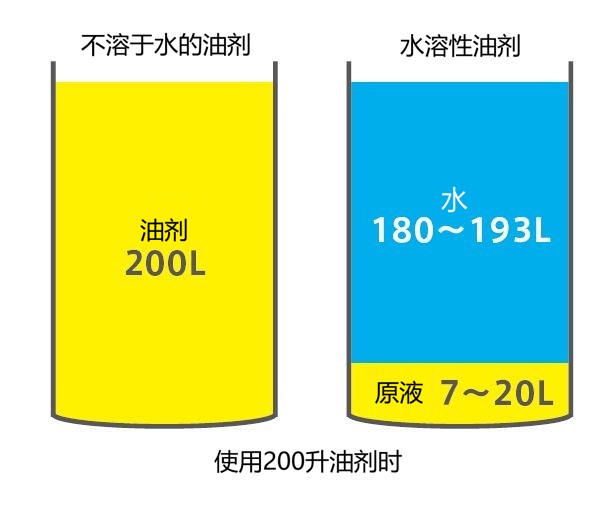
- 因为用水稀释所以性价比很高。
※并非所有水溶性油剂均不适用消防法。
(2)非水溶性切削油的特征与分类
成分是基础油 (基础油) +添加剂
基础油的主要成分是矿物油,其他还由合成油、脂肪酸构成。
矿物油
该油是通过压缩和蒸馏原油,并精炼去除杂质而制成的。它具有流体润滑性能,仅使用矿物油即可进行轻切削。
什么是合成油
这些化合物也被称为合成润滑油,是通过化学合成来补充性能矿物油的不足。它们具有出色的润滑特性。
什么是脂肪酸?
也称为油脂,常温下呈液态。常用的是菜籽油、蓖麻油、棕榈油等。由于生物降解性高,出于环境考虑,其使用量正在增加。
添加剂用于恢复或补充基础油的性能或赋予其特定的性能。
添加剂列表
| 添加剂 | 配合物 | 效果 |
|---|---|---|
| 油性剂 | 脂肪油、脂肪酸、酯、高级醇 | 摩擦、磨损减少 |
| 极压添加剂 | 硫化合物、磷化合物、有机金属化合物 | 防止摩擦、磨损和烧结 |
| 抗氧化剂 | 硫类化合物、酚类化合物、胺类化合物 | 抗氧化 |
| 防锈剂 | 磺酸盐、羧酸盐 | 防止生锈 |
| 防腐蚀剂 | 苯并三唑,硫化合物 | 防腐蚀 |
| 防腐蚀 | 高分子化合物 | 油剂的雾化抑制 |
| 降凝剂 | 高分子化合物 | 矿物油的流动性保持 |
| 粘度指数改进剂 | 高分子化合物 | 提高矿物油的增稠效果 |
| 消泡剂 | 硅油 | 防止泡沫的破坏和产生 |
JIS标准分类
不水溶性油剂根据是否含有极压添加剂和铜板腐蚀分为“N1”到“N4”。
极压添加剂是提高摩擦面之间的油膜强度,降低摩擦和磨损,防止润滑面烧结的添加剂。
铜板腐蚀是指通过试验对铜板的腐蚀性进行调查判定的基准。“1”表示铜板“轻微变色”,“2”表示“中等程度变色”,“3”表示“深色变色”,“4”表示“腐蚀”。
| 极压添加剂 | 铜板腐蚀 | 矿物油比例 | 用途 | |
|---|---|---|---|---|
| 油性型 N1极 (1~4号) |
无 | ― | 60~95% | 铜等有色金属和铸铁的加工 |
| 惰性极压形 N2极 (1~4号) |
有 | 150°C时<2 | 30~95% | 一般切削加工 |
|
惰性极压形 |
有 (含硫磺成分) |
100°C下2以下 150°C下2以上 |
30~95% | 一般切削加工 多重切削加工 难切削材料的切削加工 |
| 活性极压形 N4极 (1~8号) |
有 (含硫磺成分) |
100°C时≥3 | 30~95% | 重切削加工 难切削材料的切削加工 |
另外,“N1”~“N4”根据硫分、脂肪油分、动粘度进一步细分,“N1”、“N2”为1~4号,“N3”、“N4”为1~8号。
(3)水溶性切削油的特征与分类
用表面活性剂混合“水和油”
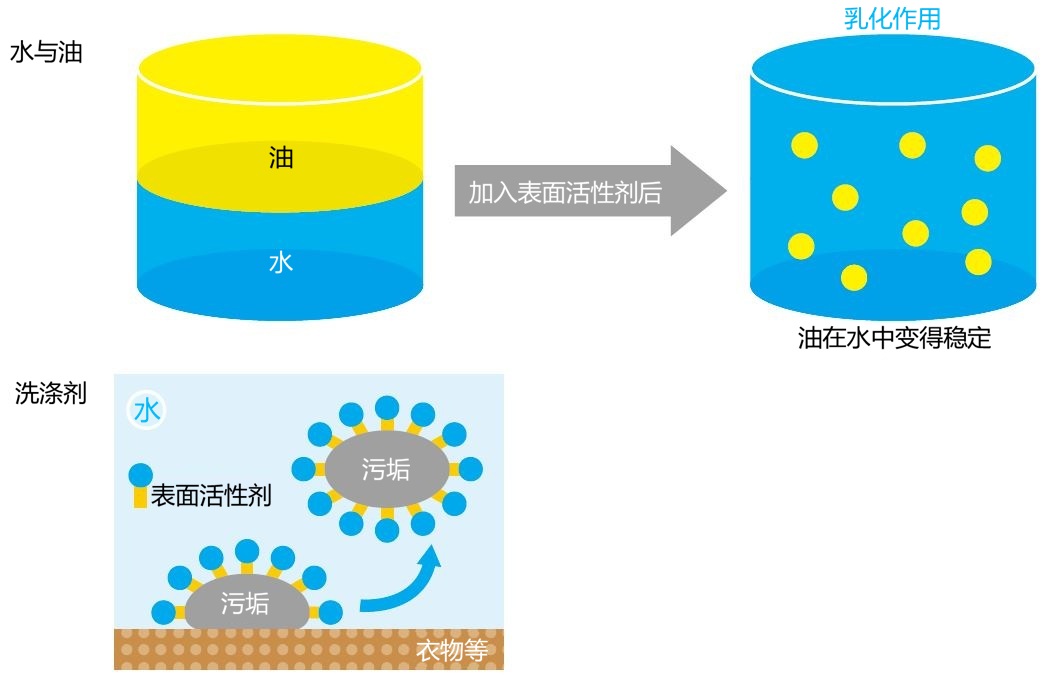
水溶性切削液利用表面活性剂,将原本不会混合的“水和油”结合在一起混合。
“界面”是性质不同的两种物质的表面之间形成的界面,水和油之间也存在界面。
“表面活性剂”是作用于“界面”使界面性质发生变化的物质。JIS标准定义“具有乳化不溶于水的液体,将粉末和固体分散在水中,洗净纤维和金属污垢等作用的合成物质”。比如,身边的东西,肥皂和洗涤剂也含有表面活性剂。
JIS标准中的分类和一般分类
水溶性油根据稀释后的外观和成分在水中的溶解度,分为“A1”至“A3”。但一般分为“乳液型”、“微乳液型”、“溶解型”和“化学溶液型”等通用名称。
即使油性物质与表面活性剂均匀混合,如果油性物质较大,液体也会变得浑浊,这种类型称为乳化型。相反,如果油性物质较小,且光可以透过,液体就会变得透明,这种类型称为溶解型。
| JIS分类 | 通称 | 外观 | 特征 |
|---|---|---|---|
| A1种 (1・2号) |
乳液型 | 乳白色 | 润滑性大,对低速重切削有效。 对涂装及手部粗糙的影响很小。 |
| 微乳液型 | 乳白色 (略带透明感) |
||
| A2种 (1・2号) |
可解决类型 | 透明 半透明 (可能着色) |
渗透性大,对高速轻切削有效。 不同种类对涂装影响较大。 |
| A3种 (1・2号) |
化学解决方案类型 | 透明 (可能会着色) |
防锈效果好,腐败少。 因种类不同,对涂装及手部粗糙的影响稍大。 |