
 เครื่องปรับอากาศสำหรับตู้ควบคุม
เครื่องปรับอากาศสำหรับตู้ควบคุม 
 เครื่องทำความเย็น เพลเทียร์
เครื่องทำความเย็น เพลเทียร์ 
 เครื่องเก็บฝุ่น
เครื่องเก็บฝุ่น 
 เครื่องทำความเย็น
เครื่องทำความเย็น 
สถานที่ใกล้เคียง
1-4.วิธีการเลือกน้ำมันตัดกลึง
เนื้อหานี้จะอธิบายถึงวิธีการเลือกน้ำมันตัดตามวัตถุประสงค์ วัสดุ และวิธีการประมวลผล
(1) เลือกชนิดไม่ละลายน้ำหรือละลายน้ำได้ ขึ้นอยู่กับวัตถุประสงค์ของคุณ
เลือกน้ำมันให้เหมาะกับวัตถุประสงค์ในการทำงานของคุณ
ครั้งที่แล้วเราได้อธิบายไปแล้วว่ามีน้ำมันตัดหลายประเภท แต่เราจะใช้มันอย่างไร?
โดยทั่วไปแล้ว น้ำมันตัดกลึงจะมีคุณสมบัติในการระบายความร้อนและหล่อลื่น แต่สิ่งสำคัญคือต้องเลือกน้ำมันตัดกลึงตามคุณลักษณะเฉพาะ โดยคำนึงถึงกระบวนการตัดเฉือน ประเภทของชิ้นงาน และสภาพแวดล้อมในการทำงาน
เอฟเฟกต์ความเย็น
- การระงับอุณหภูมิของชิ้นงาน...การรักษาและปรับปรุงความแม่นยำของขนาด
- การระงับอุณหภูมิของเครื่องมือตัด...การรักษาและปรับปรุงความแม่นยำของมิติ การรักษาความแม่นยำของเครื่องจักร และการยืดอายุการใช้งานของเครื่องมือ
ผลของการหล่อลื่น
- การยับยั้งการยึดเกาะกับเครื่องมือตัด...ปรับปรุงคุณภาพของพื้นผิวที่ผ่านการกลึงและยืดอายุการใช้งานของเครื่องมือ
ของไหลที่ใช้ในกระบวนการเจียร ซึ่งเกี่ยวข้องกับการตัดด้วยล้อเจียร เรียกว่า ของไหลเจียร และช่วยระบายความร้อนที่เกิดจากแรงเสียดทาน สิ่งสำคัญคือต้องพิจารณาอย่างรอบคอบว่าสิ่งใดสำคัญกว่ากัน ขึ้นอยู่กับวัตถุประสงค์ของงาน: การหล่อลื่นเพื่อลดความร้อนจากแรงเสียดทาน หรือการระบายความร้อนเพื่อระบายความร้อนที่เกิดขึ้น
น้ำมันตัดโลหะ
| วัตถุประสงค์ | ปรับปรุงความแม่นยำของมิติ | การปรับปรุงพื้นผิวให้ดีขึ้น | แรงตัดลดลง | การยืดอายุการใช้งานของเครื่องมือ | ประสิทธิภาพการทำงาน | คุณภาพที่ดีขึ้น | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| งาน | ลดการสึกหรอของเครื่องมือ | การยับยั้งการขยายตัวเนื่องจากความร้อน | การระงับขอบที่สร้างขึ้น | ลดแรงเสียดทาน | ลดการสึกหรอของเครื่องมือ | การยับยั้งการเสื่อมสภาพจากความร้อน | การกำจัดชิป | การระบายความร้อนของชิ้นงาน | การป้องกันการเกิดสนิมสำหรับชิ้นงานและเครื่องมือเครื่องจักร |
|
| ประสิทธิภาพการทำงานขั้นพื้นฐาน | การหล่อลื่น | ○ | ○ | ○ | ||||||
| การต้านการยึดติด | ○ | ○ | ○ | |||||||
| การทำให้เย็น | ○ | ○ | ○ | ○ | ○ | ○ | ||||
| สารป้องกันการเกิดสนิม | ○ | |||||||||
| การทำความสะอาด | ○ | |||||||||
การออกฤทธิ์ของสารหล่อเย็นสำหรับการเจียร
| วัตถุประสงค์ | การปรับปรุงความแม่นยำในการแปรรูป | แรงตัดลดลง | การยืดอายุการใช้งาน | ประสิทธิภาพการทำงาน | คุณภาพที่ดีขึ้น | ||||
|---|---|---|---|---|---|---|---|---|---|
| งาน | การยับยั้งการปิดตาและการรั่วไหลของตา |
การยับยั้งการขยายตัวเนื่องจากความร้อน | การป้องกันการปิดตาและการอุดตันของตา |
การยับยั้งการปิดตาและการรั่วไหลของตา |
การกำจัดชิป | การระบายความร้อนของชิ้นงาน | การป้องกันการไหม้และการแตก | การป้องกันการเกิดสนิมสำหรับชิ้นงานและเครื่องมือเครื่องจักร |
|
| ประสิทธิภาพการทำงานขั้นพื้นฐาน | การหล่อลื่น | ○ | ○ | ○ | ○ | ||||
| การต้านการยึดติด | ○ | ○ | ○ | ||||||
| การทำให้เย็น | ○ | ○ | ○ | ○ | ○ | ○ | |||
| สารป้องกันการเกิดสนิม | ○ | ||||||||
| การทำความสะอาด | ○ | ○ | |||||||
การเลือกใช้ระหว่างชนิดไม่ละลายน้ำและชนิดละลายน้ำ
หากคุณสมบัติการหล่อลื่นและการป้องกันการเชื่อมมีความสำคัญ โดยทั่วไปจะเลือกใช้น้ำมันที่ละลายน้ำได้ ในขณะที่หากคุณสมบัติการหล่อเย็นมีความสำคัญ โดยทั่วไปจะเลือกใช้น้ำมันที่ละลายน้ำได้ กล่าวโดยสรุปคือ หากความคมมีความสำคัญ น้ำมันที่ละลายน้ำได้จะเป็นที่นิยม และหากคุณสมบัติการหล่อเย็นมีความสำคัญ น้ำมันที่ละลายน้ำจะเป็นที่นิยม
นอกจากนี้ น้ำมันที่ละลายน้ำได้ซึ่งมีสารลดแรงตึงผิวจะมีคุณสมบัติการแทรกซึมและการทำความสะอาดที่เหนือกว่า ในขณะที่น้ำมันที่ไม่ละลายน้ำซึ่งไม่มีน้ำจะมีคุณสมบัติป้องกันสนิมและต้านทานการเสื่อมสภาพได้เหนือกว่า
คุณสมบัติของน้ำมันตัดเฉือน
| คุณสมบัติ ประเภท (การจัดประเภท JIS) |
การหล่อลื่น | ต้านการยึดติด | การระบายความร้อน | การซึมผ่าน | ความสามารถในการทำความสะอาด | การลดฟอง | สารป้องกันการเกิดสนิม | ความทนทานต่อการเน่าเสีย | ความทนทานต่อการเสื่อมสภาพ | ความสามารถในการทำงาน | ความเสี่ยงของการติดไฟ | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| น้ำมันหล่อเย็นชนิดไม่ละลายน้ำ | น้ำมัน (N1 ชนิด) |
○ | ○ | × | ○ | × | ★ | ★ | - | ★ | × | ใช่ |
| ชนิดไม่กัดกร่อนและทนแรงกดสูง (N2, N3 ประเภท) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| ชนิดทนแรงกดสูง (N4 ประเภท) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| น้ำมันหล่อเย็นชนิดละลายน้ำได้ | อิมัลชัน (A1ประเภท) |
○~× | × | ○ | ○ | ○ | ○ | × | × | × | × | ไม่มี |
| ละลาย (A2ประเภท) |
× | × | ★ | ★ | ★ | × | ○ | ○ | ○ | ○ | ||
| โซลูชัน (A3ประเภท) |
× | × | ★ | × | × | ★~○ | ○ | ★ | ○ | ★ | ||
วิธีเลือกน้ำมันที่ไม่ละลายน้ำ
น้ำมันที่ไม่ละลายน้ำสามารถแบ่งได้กว้างๆ เป็นประเภท "น้ำมัน" "แบบแรงกดสูงที่ไม่ใช้งาน" และ "แบบแรงกดสูงที่ใช้งาน" หากอายุการใช้งานของเครื่องมือเป็นสิ่งสำคัญ ประเภทแรงกดต่ำจะเหมาะสม ในขณะที่ประเภทแรงกดสูงเหมาะสำหรับการปรับปรุงคุณภาพของพื้นผิวที่ผ่านการกลึง
นอกจากนี้ การเลือกวัสดุชิ้นงานตามแผนภาพด้านล่างต้องพิจารณาตามวัตถุประสงค์ของงาน ตัวอย่างเช่น ดอกสว่านน้ำมันที่มีการหล่อลื่นปานกลางเหมาะสำหรับเหล็กกล้าคาร์บอน เหล็กกล้าผสม เหล็กหล่อ และโลหะผสมอลูมิเนียม ในขณะที่ดอกสว่านแรงดันสูงที่มีคุณสมบัติป้องกันการเชื่อมที่ดีเยี่ยมเหมาะสำหรับวัสดุงานที่มีแนวโน้มการเชื่อมสูง เช่น สเตนเลสสตีลและเหล็กทนความร้อน

วิธีเลือกน้ำมันที่ละลายน้ำได้
น้ำมันที่ละลายน้ำได้นั้นมีประสิทธิภาพในการระบายความร้อนที่ดีเยี่ยม แต่การเลือกใช้น้ำมันก็ขึ้นอยู่กับว่าคุณให้ความสำคัญกับการระบายความร้อนหรือการหล่อลื่นเป็นหลัก หากการระบายความร้อนเป็นสิ่งสำคัญ คุณควรเลือกน้ำมันชนิดละลายน้ำได้หรือชนิดสารละลาย และหากการหล่อลื่นเป็นสิ่งสำคัญ คุณควรเลือกน้ำมันชนิดอิมัลชัน
นอกจากนี้ จำเป็นต้องเลือกผลิตภัณฑ์ให้เหมาะสมกับวัตถุประสงค์ของวัสดุแต่ละชนิดด้วย ตัวอย่างเช่น อิมัลชันเหมาะสำหรับเหล็กกล้าซึ่งต้องการการหล่อลื่น สารละลายสำหรับเหล็กหล่อซึ่งต้องการคุณสมบัติในการระบายความร้อน และอิมัลชันที่มีสารเติมแต่งรับแรงกดสูงซึ่งช่วยเพิ่มคุณสมบัติต้านทานการเชื่อม เหมาะสำหรับวัสดุงานที่มีแนวโน้มการเชื่อมสูง เช่น สเตนเลสสตีลและเหล็กทนความร้อน
(2) การเลือกของเหลวตัดสำหรับชิ้นงานแต่ละชิ้น
เหล็ก
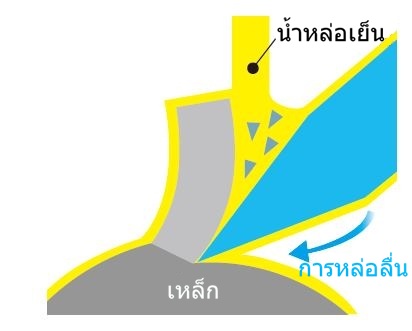
- เมื่อต้องการความแม่นยำในการตัดเฉือน จะใช้ น้ำมันที่ไม่ละลายน้ำ ที่มีสารเติมแต่งที่มีแรงดันสูงซึ่งจะช่วยเพิ่มความลื่นไหล
- หากใช้น้ำมันที่ละลายน้ำได้ ควรใช้ ชนิดอิมัลชั่นที่ มีความลื่นสูง
- สำหรับการตัดหนัก ให้ใช้ ประเภทอิมัลชันที่ มีสารเติมแต่งแรงกดสูง
เหล็กหล่อ

- น้ำมันที่ไม่ละลายน้ำซึ่งสามารถป้องกันสนิมได้ ได้แก่ น้ำมันที่มีส่วนประกอบเป็นน้ำมัน และน้ำมันเฉื่อยที่รับแรงกดสูง
- หากใช้น้ำมันที่ละลายน้ำ ได้ ควรมีคุณสมบัติป้องกันสนิมได้ดีเยี่ยม
- ในกรณีของเหล็กหล่อเหนียว น้ำมันชนิดนี้จะมีความทนทานต่อน้ำกระด้างได้ดีเยี่ยม โดยคำนึงถึงความกระด้างที่เพิ่มมากขึ้นของน้ำมันที่ละลายน้ำได้เมื่อใช้ในระยะยาว
อะลูมิเนียมและโลหะผสมอะลูมิเนียม
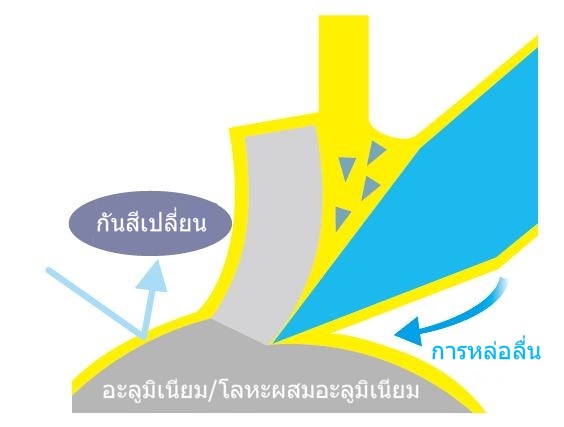
- ในกรณีของน้ำมันที่ไม่ละลายน้ำ น้ำมันที่มีส่วนประกอบเป็นน้ำมัน
- น้ำมันละลายน้ำชนิดอิมัลชันหล่อลื่นสูง ใช้ สำหรับวัสดุงานที่อ่อนนุ่มและยึดเกาะได้ง่าย
- ในกรณีของน้ำมันที่ละลายน้ำได้ ให้เลือกน้ำมันที่ยับยั้งการเปลี่ยนสี
ทองแดงและโลหะผสมทองแดง
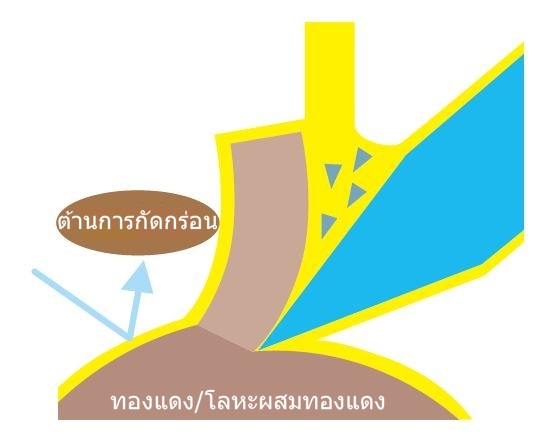
- ควรใช้ความระมัดระวังในการใช้น้ำมันที่มีสารเติมแต่งที่รับแรงกดสูงที่มีกำมะถันเป็นส่วนประกอบ เนื่องจากอาจทำให้เกิดการกัดกร่อนได้
- ในกรณีของน้ำมันที่ละลายน้ำ ได้ ควรมีคุณสมบัติต้านการกัดกร่อน
(3) การเลือกน้ำมันตัดสำหรับวิธีการประมวลผลแต่ละวิธี
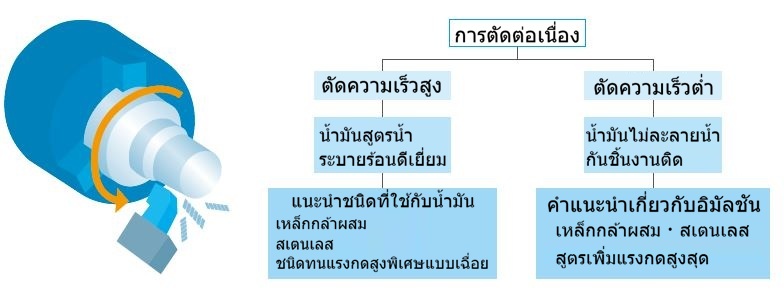
การตัดต่อเนื่อง/การตัดเป็นระยะ
ครั้งที่แล้วเรามุ่งเน้นไปที่วิธีการเลือกของเหลวสำหรับการตัดตามวัสดุชิ้นงาน แต่จำเป็นต้องพิจารณาถึงวิธีการประมวลผลด้วยเช่นกัน
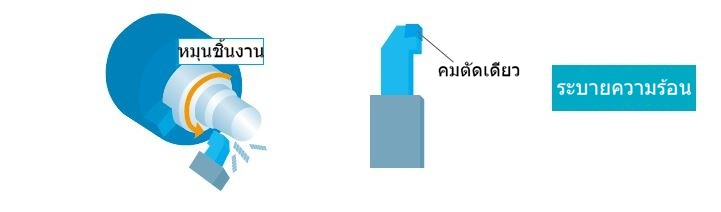
ตัวอย่างเช่น ในการกลึง เมื่อเครื่องมือตัดใบมีดเดี่ยว (ใบมีดเดียว) สัมผัสกับชิ้นงานที่หมุนอย่างต่อเนื่อง เรียกว่า การตัดอย่างต่อเนื่อง และในการกัด เมื่อเครื่องมือตัดหลายใบมีด (ใบมีดหลายใบ) ทำงานซ้ำๆ (เป็นระยะๆ) บนชิ้นงานที่คงที่ เรียกว่า การตัดเป็นระยะๆ
ในการตัดอย่างต่อเนื่อง เครื่องมือตัดจะสัมผัสกับชิ้นงานอย่างต่อเนื่อง ดังนั้นความร้อนที่เกิดจากแรงเสียดทานจึงมีแนวโน้มที่จะสะสมที่คมตัด ทำให้ต้องใช้น้ำมันที่มีคุณสมบัติในการระบายความร้อนที่ยอดเยี่ยม
ในทางกลับกัน ในกรณีของการตัดแบบไม่ต่อเนื่อง แรงกระแทกขนาดใหญ่เกิดขึ้นเมื่อเครื่องมือตัดกระทบและกัดชิ้นงาน ดังนั้นน้ำมันที่มีคุณสมบัติในการหล่อลื่นที่ยอดเยี่ยมจึงเหมาะสม
การตัดต่อเนื่อง: การตัดเฉือนที่ใบมีดสัมผัสกับชิ้นงานอย่างต่อเนื่อง
การตัดแบบไม่ต่อเนื่อง: กระบวนการที่คมตัดสัมผัสและแยกออกจากชิ้นงานซ้ำๆ

น้ำมันที่เหมาะสมที่สุดสำหรับวิธีการแปรรูปแต่ละวิธี
ในการเปลี่ยนแปลง
ครั้งที่แล้วเรามุ่งเน้นไปที่วิธีการเลือกของเหลวสำหรับการตัดตามวัสดุชิ้นงาน แต่จำเป็นต้องพิจารณาถึงวิธีการประมวลผลด้วยเช่นกัน
ตัวอย่างเช่น ในการกลึง เมื่อเครื่องมือตัดใบมีดเดี่ยว (ใบมีดเดียว) สัมผัสกับชิ้นงานที่หมุนอย่างต่อเนื่อง เรียกว่า การตัดอย่างต่อเนื่อง และในการกัด เมื่อเครื่องมือตัดหลายใบมีด (ใบมีดหลายใบ) ทำงานซ้ำๆ (เป็นระยะๆ) บนชิ้นงานที่คงที่ เรียกว่า การตัดเป็นระยะๆ
ในการตัดอย่างต่อเนื่อง เครื่องมือตัดจะสัมผัสกับชิ้นงานอย่างต่อเนื่อง ดังนั้นความร้อนที่เกิดจากแรงเสียดทานจึงมีแนวโน้มที่จะสะสมที่คมตัด ทำให้ต้องใช้น้ำมันที่มีคุณสมบัติในการระบายความร้อนที่ยอดเยี่ยม
ในทางกลับกัน ในกรณีของการตัดแบบไม่ต่อเนื่อง แรงกระแทกขนาดใหญ่เกิดขึ้นเมื่อเครื่องมือตัดกระทบและกัดชิ้นงาน ดังนั้นน้ำมันที่มีคุณสมบัติในการหล่อลื่นที่ยอดเยี่ยมจึงเหมาะสม
ในการสี
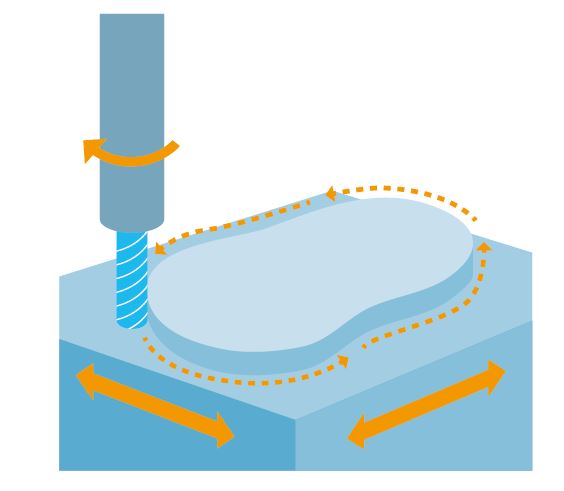
การกัด (Milling) คือวิธีการตัดเฉือนที่ใช้เครื่องกัดเพื่อนำเครื่องมือตัดแบบหมุนมาสัมผัสกับชิ้นงาน เครื่องมือตัดที่ใช้ ได้แก่ ดอกกัดเอ็นมิล ดอกกัดปาด และดอกกัดแบน
เครื่องมือตัดมีใบมีดจำนวนมาก จึงทำการตัดแบบไม่ต่อเนื่อง ซึ่งก่อให้เกิดแรงกระแทกและการเปลี่ยนแปลงอุณหภูมิที่คมตัด (ช็อกจากความร้อน) อย่างมาก ทำให้คมตัดมีแนวโน้มที่จะแตกได้ง่ายขึ้น เพื่อป้องกันปัญหานี้ ควรใช้การตัดแบบแห้งโดยไม่ใช้ของเหลวสำหรับการตัดหรือของเหลวที่ไม่ละลายน้ำ
การเจาะ
เมื่อทำการเจาะรู ทิศทางในการปล่อยเศษโลหะและทิศทางการไหลของของเหลวตัดจะตรงกันข้าม ทำให้ของเหลวตัดไปถึงจุดตัดได้ยาก
ดังนั้นจึงจำเป็นต้องใช้ของเหลวตัดเฉือนที่มีค่าการซึมผ่านสูง ซึ่งสามารถเข้าถึงลึกเข้าไปในรูเพื่อต้านการไหลของเศษโลหะที่ถูกปล่อยออกมา
สำหรับน้ำมันที่ไม่ละลายน้ำ ประเภทที่มีน้ำมันเป็นส่วนประกอบจะเหมาะสม ในขณะที่น้ำมันที่ละลายน้ำได้ ประเภทที่ละลายน้ำได้หรือประเภทสังเคราะห์จะเหมาะสม
การรีม
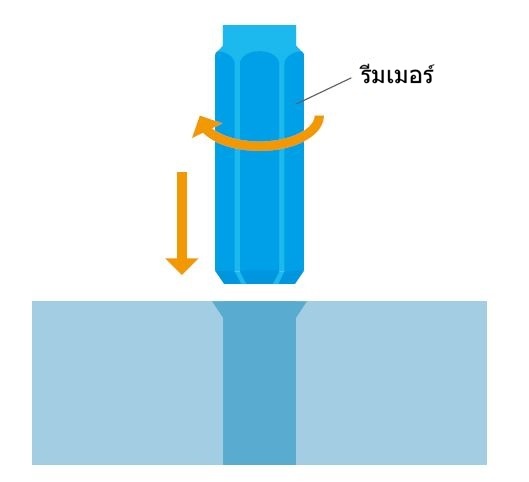
การคว้านรูเป็นกระบวนการในการเจาะรูที่ทำด้วยสว่านหรือเครื่องมืออื่นที่มีความแม่นยำสูง
เนื่องจากต้องมีความแม่นยำสูง จึงใช้ของเหลวตัดที่มีความลื่นไหลดีเยี่ยม และของเหลวที่มีความหนืดต่ำและไม่ละลายน้ำ ซึ่งโดยทั่วไปจะมีสารเติมแต่งที่ทำให้เกิดแรงดันสูง เพื่อป้องกันการสึกหรอของเครื่องมือและการสะสมของขอบ
โดยเฉพาะอย่างยิ่งประเภทที่มีแรงกดสูงที่ประกอบด้วยกำมะถันที่มีฤทธิ์นั้นเหมาะสำหรับเหล็กอัลลอยด์และสแตนเลส ในขณะที่ประเภทที่มีน้ำมันเหมาะสำหรับโลหะผสมอลูมิเนียม
สำหรับน้ำมันที่ละลายน้ำได้ อิมัลชันที่มีความลื่นไหลสูงถือเป็นเรื่องปกติ แต่สำหรับเหล็กอัลลอยด์และสแตนเลส อิมัลชันที่มีสารเติมแต่งแรงดันสูงก็เหมาะสมเช่นกัน
การแตะ
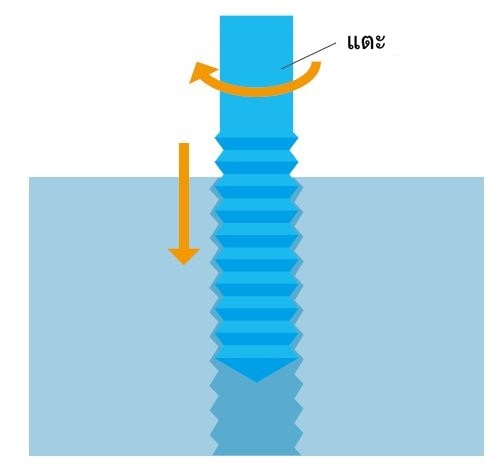
การต๊าป (Tapping) คือกระบวนการเจาะรูสกรูโดยใช้ต๊าป (เครื่องมือตัด) เนื่องจากแรงเสียดทานระหว่างต๊าปกับชิ้นงานมีมาก จึงควรใช้น้ำมันที่ไม่ละลายน้ำที่มีคุณสมบัติหล่อลื่นและป้องกันการยึดเกาะที่ดีเยี่ยม
รายละเอียดจะเหมือนกับรายละเอียดของน้ำมันตัดที่แนะนำสำหรับการรีม
การตัดเฟือง
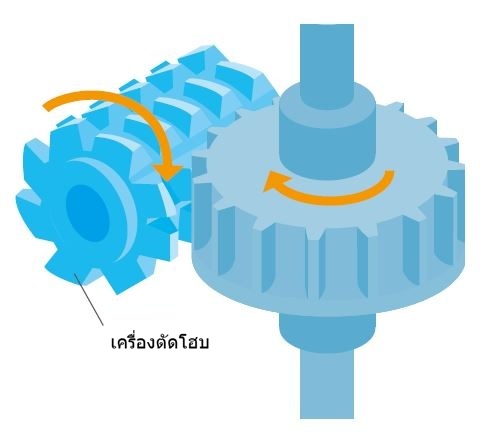
การตัดเฟืองคือกระบวนการตัดฟันของเฟือง
แรงเสียดทานระหว่างเครื่องมือตัดและเศษโลหะเพิ่มขึ้น จึงต้องใช้การหล่อลื่นสูง โดยทั่วไปแล้ว การตัดเฉือนแบบแห้งหรือน้ำมันที่ไม่ละลายน้ำจะเหมาะสมที่สุด
นอกจากนี้ สำหรับกระบวนการตกแต่ง (การโกน) จะใช้น้ำมันที่มีความหนืดต่ำและไม่ละลายน้ำ เนื่องจากต้องการความแม่นยำ
การทาบ
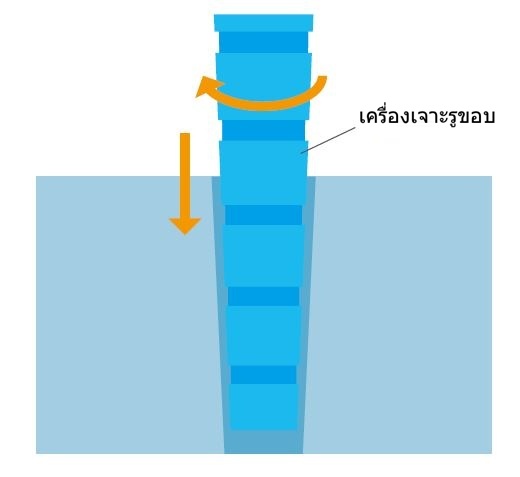
การกลึงเป็นกระบวนการที่ตัดพื้นผิวด้านในของรูหรือพื้นผิวของชิ้นงานโดยใช้เครื่องมือตัดที่เรียกว่า กลึง ซึ่งมีแกนเป็นรูปแท่งและมีใบมีดวงกลมจำนวนมากเรียงกันเป็นลวดลายคล้ายเลื่อย
เนื่องจากต้องมีอายุการใช้งานของเครื่องมือและความแม่นยำในการตัดเฉือน จึงมักใช้น้ำมันที่ไม่ละลายน้ำที่มีสารเติมแต่งที่รับแรงกดสูง
การบด
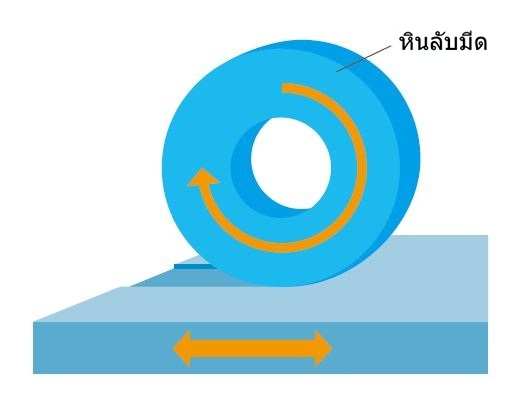
การเจียรเป็นกระบวนการที่พื้นผิวของชิ้นงานถูกขูดออกโดยใช้ล้อเจียรที่หมุนด้วยความเร็วสูง เนื่องจากความร้อนที่เกิดขึ้นส่วนใหญ่ถูกกักเก็บไว้ในชิ้นงาน วัสดุจึงต้องมีคุณสมบัติหล่อลื่นและระบายความร้อนที่ดีเยี่ยมเพื่อลดความร้อนจากแรงเสียดทาน และต้องสามารถซึมผ่านได้ (ทำความสะอาดได้) เพื่อป้องกันการอุดตันของล้อเจียร
โดยทั่วไปแล้ว จะใช้น้ำมันที่ละลายน้ำได้ซึ่งเหมาะสำหรับการระบายความร้อน และจะใช้สารละลายที่มีคุณสมบัติการลื่นไหลและการแทรกซึมที่ดีเยี่ยม
รายการเลือกน้ำมันสำหรับแต่ละวิธีการประมวลผล
| น้ำมัน | ชนิดไม่กัดกร่อนและทนแรงกดสูง | ชนิดทนแรงกดสูง | อิมัลชัน | ละลาย (ไมโคร อิมัลชัน รวมถึง |
โซลูชัน | ||
|---|---|---|---|---|---|---|---|
| ประสิทธิภาพการทำงานขั้นพื้นฐาน | การหล่อลื่น | ○ | ★ | ★ | ○~× | × | × |
| ต้านการยึดติด | ○ | ★ | ★ | × | × | × | |
| การระบายความร้อน | × | × | × | ○ | ★ | ★ | |
| การซึมผ่าน | ○ | ○ | ○ | ○ | ★ | × | |
| ความสามารถในการทำความสะอาด | × | × | × | ○ | ★ | × | |
| เหล็กกล้าคาร์บอน・เหล็กกล้าผสม | การกลึงและการเจาะ | ○ | ○ | ○ | |||
| แหวนรอง | ○ | ○ | ○ | ○ | ○ | ||
| รีมมิ่ง | ○ | ○ | |||||
| การเคาะ | ○ | ○ | ○ | ||||
| การกัด | ○ | ○ | ○ | ||||
| เข็มกลัด | ○ | ||||||
| การตัดฟัน | ○ | ○ | |||||
| การเจียร | ○ | ○ | ○ | ○ | ○ | ||
| การเจียรไน | ○ | ○ | |||||
| การขัดเงาขั้นสูงสุด | ○ | ||||||
| สแตนเลส | การกลึงและการเจาะ | ○ | ○ | ○ | |||
| แหวนรอง | ○ | ○ | ○ | ||||
| รีมมิ่ง | ○ | ○ | |||||
| การเคาะ | ○ | ○ | |||||
| การกัด | ○ | ○ | |||||
| เข็มกลัด | ○ | ||||||
| การตัดฟัน | |||||||
| การเจียร | ○ | ○ | |||||
| การเจียรไน | |||||||
| การขัดเงาขั้นสูงสุด | ○ | ||||||
| เหล็กหล่อ | การกลึงและการเจาะ | ○ | ○ | ||||
| แหวนรอง | ○ | ○ | ○ | ||||
| รีมมิ่ง | ○ | ○ | |||||
| การเคาะ | ○ | ○ | |||||
| การกัด | ○ | ○ | ○ | ||||
| เข็มกลัด | ○ | ||||||
| การตัดฟัน | ○ | ||||||
| การเจียร | ○ | ○ | ○ | ||||
| การเจียรไน | ○ | ○ | ○ | ||||
| การขัดเงาขั้นสูงสุด | |||||||
| อะลูมิเนียมอัลลอย | การกลึงและการเจาะ | ○ | ○ | ○ | |||
| แหวนรอง | ○ | ○ | ○ | ||||
| รีมมิ่ง | ○ | ○ | ○ | ||||
| การเคาะ | ○ | ○ | ○ | ||||
| การกัด | ○ | ○ | |||||
| เข็มกลัด | |||||||
| การตัดฟัน | |||||||
| การเจียร | ○ | ○ | |||||
| การเจียรไน | ○ | ○ | |||||
| การขัดเงาขั้นสูงสุด | |||||||
(4) สรุปวิธีการเลือกน้ำมันตัดกลึง
การเลือกใช้น้ำมันตัดเฉือนมีปัจจัยหลายประการที่เข้ามาเกี่ยวข้อง เช่น ● วัสดุและวิธีการแปรรูปชิ้นงาน ● วัสดุเครื่องมือ ● ความแม่นยำในการแปรรูป ● อายุการใช้งานของเครื่องมือ ● สภาพแวดล้อมการทำงาน ● สภาพแวดล้อมระดับโลก (ความเป็นมิตรต่อสิ่งแวดล้อม) ดังนั้น การกำหนดลำดับความสำคัญต่างๆ เช่น "ให้ความสำคัญกับความแม่นยำ" "ให้ความสำคัญกับอายุการใช้งานของเครื่องมือ" และ "ให้ความสำคัญกับสภาพแวดล้อมการทำงาน" จึงเป็นสิ่งสำคัญ และการกำหนดนโยบายพื้นฐาน
1. การกำหนดนโยบายพื้นฐาน: กำหนดลำดับความสำคัญให้ชัดเจน เช่น "ให้ความสำคัญกับความแม่นยำ" "ให้ความสำคัญกับอายุการใช้งานของเครื่องมือ" "ให้ความสำคัญกับสภาพแวดล้อมการทำงาน" เป็นต้น
2. การตรวจสอบเงื่อนไขเบื้องต้น: ตรวจสอบว่าวัสดุที่ต้องการตัดคืออะไร, เครื่องมือที่ใช้คืออะไร, วิธีการแปรรูปคืออะไร เป็นต้น
3. การคัดเลือกและเปรียบเทียบสารหล่อลื่น: เลือกสารหล่อลื่นโดยใช้เกณฑ์จากผลงานที่ผ่านมาและคำแนะนำจากผู้ผลิต แล้วเปรียบเทียบประสิทธิภาพของแต่ละชนิด
4. การคัดเลือกและการตรวจสอบ: ใช้สารหล่อลื่นที่เหมาะสมที่สุดและทำการทดลองตัดเพื่อตรวจสอบ หากพบปัญหาให้ปรับโดยการเติมสารเติมแต่ง
5. การตัดสินใจ
รายการก่อนหน้า: 1-3. ประเภทของน้ำมันตัดกลึง
รายการถัดไป: 1-5. ของเหลวตัดและสภาพแวดล้อมการทำงาน
หากคุณดูหน้านี้ แสดงว่าคุณตรวจสอบเอกสารเหล่านี้ด้วย:


การสอบถาม
สำหรับการสอบถามผลิตภัณฑ์, การขอใบเสนอราคา, ฯลฯ
โปรดอย่าลังเลที่จะติดต่อเรา