周边信息
1-3.切削液
说明切削液的用途和使用方法、冷却的必要性。
什么是切削液?
指在加工机械上切割或磨削金属或树脂工件时使用的润滑剂。
通过将切削油排出到工件(被切削的材料,例如金属)和工具(加工工件的刀片)上,可以实现各种效果。
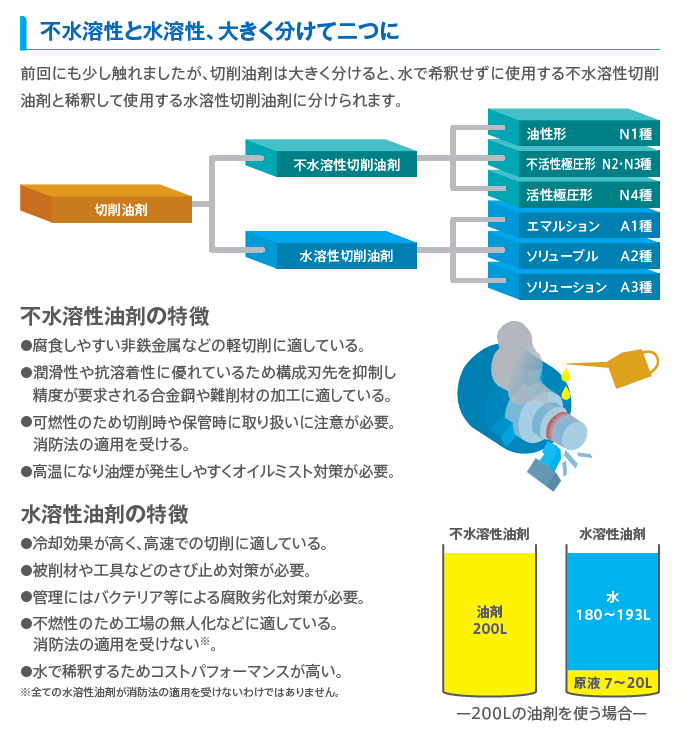
如后所述,切削液大致可分为不用水稀释即可使用的水非溶性切削液,以及稀释后使用的水溶性切削液。
水不溶性切削液“① 润滑”或者“②防焊接”主要目的是需要精度切割用于:
水溶性切削油③ 冷却主要目的是加工量大的切削或者需要尺寸精度切割它还具有降低火灾风险的优点。水溶性冷却液当提到切割机和其他设备时,“冷却剂”一词通常指的是水溶性冷却剂(*)。
※并非所有情况都适用。不水溶性切削油有时称为冷却液,请注意不要混淆。
切削液的用途和基本性能
切削液所需的基本性能大致可分为五类:(1)润滑、(2)防粘连、(3)冷却、(4)防锈、(5)清洁。其中,(1)润滑、(2)防粘连、(3)冷却这三项功能尤为重要。(2)防粘连功能可防止切削过程中产生的高温高压导致工件与刀具、刀具与切屑之间发生粘连。
| 目标 | 工作 | 基本性能 | ||||
|---|---|---|---|---|---|---|
| ①润滑作用 | ②抗溶着作用 | ③冷却作用 | ④防锈作用 | ⑤清洗作用 | ||
| 提高尺寸精度 | 减少刀具磨损 | ○ | ○ | ○ | ||
| 抑制热膨胀 | ○ | |||||
| 改善表面粗糙度 | 抑制结构刀尖 | ○ | ○ | |||
| 降低切削力 | 摩擦抑制 | ○ | ||||
| 延长刀具寿命 | 减少刀具磨损 | ○ | ○ | ○ | ||
| 抑制热老化 | ○ | |||||
| 提高工作效率 | 切屑处理 | ○ | ||||
| 工件冷却 | ○ | |||||
| 提高质量 | 工件、机床的防锈 | ○ | ||||
各基本性能的效果
“ (1) 润滑”作用~提高切削刀具的锋利程度~
切削液的润滑作用可减轻刀具和工件的磨损。那么,我来具体说明一下。
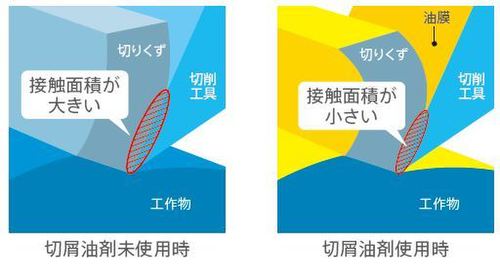
工具与工件、金属直接接触时,其接触面实际上并不是完全紧密接触,而是会有轻微的凹凸,凹凸突起的部分会受到很大的力,摩擦会变大。
因此,通过分别向工具和工件供给切削液,在金属表面形成油膜,可防止金属直接接触,减轻摩擦和磨损。这是切削液的润滑作用。
此外,由于切削过程中会产生切屑,因此切削液减小刀具切屑表面 (前刀面) 与切屑接触面之间的摩擦力时,切屑弯曲的曲率半径就越小。
曲率半径越小,刀具与切屑的接触面积越小,越锋利。
由于切削时的摩擦而导致刀具磨损主要是由于切屑,切削液在保护刀具方面也起着重要作用。

“ (2) 抗熔接”作用~保护刀具刀尖~

切削时,部分切屑会熔化并粘附在刀具的刃口上,形成坚硬的堆积物。这被称为积屑瘤。积屑瘤会粘附在刃口上,导致工件的加工精度下降,并且还可能在切削过程中与部分刃口一起剥落,造成刀具磨损。
这种情况尤其容易发生在铝合金、不锈钢和耐热合金中。
切削液通过油膜保护切削刃,防止切削刃粘连。
③冷却效果——减少刀具磨损,提高加工精度,提高环境安全
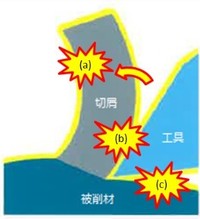
重要的是尽可能抑制切削点的加工热,并尽快去除产生的热,冷却刀具和被切削材料。热源位于左图所示的三个位置:。
(a) 被削材料成为切屑时的剪切热。因变形或断裂而产生
(切削热比例的约70%) 。
(b) 切屑与刀具前刀面摩擦排出时产生的摩擦热。
(c) 因刀具后刀面与工件摩擦而产生的摩擦热。
((b) (c) 合计切削热比例的约30%)

切削过程中,切削温度有时可达800℃甚至1000℃。这些热量大部分被切屑带走,但也会传导至刀具,导致切削刃温度升高。
切削液的冷却作用可防止温度升高,保护刀具不因热量而变形和软化,减少磨损并延长刀具寿命。
工件也会变得很热,但冷却效果可防止因热而膨胀和变形,从而保持加工精度。
此外,热切屑非常危险,因为接触时可能会引起火灾或烫伤。冷却效果对于确保此类工作环境中的安全也起着重要作用。
④ 防锈效果~保护设备、工具、工件~

切割后,工件容易与水和氧气发生反应而生锈。
使用切削液后,油膜会附着在工件表面,形成一层保护膜,防止工件与水和空气接触。此外,出于环境考虑,水溶性切削液的使用日益增多,而且切削液不仅会对工件造成影响,还会对刀具和机床造成影响,因此有必要仔细考虑切削液的种类和特性。
“ (5) 清洗”作用~降低工具损伤~
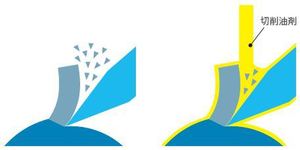
在切削过程中,切削液用于冲走切屑,并防止切屑进入刀具和工件之间或粘附在工件上。
它还可以防止切割过程中产生的细小碎屑散落,有助于保持工作环境清洁和安全。
切削液的种类和特征
切削液大致分为不用水稀释使用的不水溶性切削液和稀释使用的水溶性切削液。
水不溶性油的特性
●适用于易腐蚀的有色金属的轻切削。
●优异的润滑性和抗熔焊性,可防止积屑瘤,适合加工合金钢及要求精度的难切削材料。
●本品易燃,切割、保管时请小心。受消防法约束。
●高温下易产生油烟,需采取防油雾措施。
水溶性油剂的特征
●冷却效果高,适合高速切削。
●需防止被削材料及工具等生锈。
●管理时需防止细菌等造成的腐坏劣化。
●因不燃性,适合工厂无人化等。不适用消防法。※
●以水稀释,性价比高。
※并非所有水溶性油剂都不适用消防法。
切削液的选择
重视润滑性和抗溶着性的情况下主要选择不水溶性油剂,重视冷却性的情况下主要选择水溶性油剂。
简单来说,重视锋利度的是不水溶性油剂,重视冷却的是水溶性油剂。
另外,渗透性、清洗性方面,含有表面活性剂的水溶性油剂较好,但防锈性、耐劣化性等方面,不含水的不水溶性油剂较好。
选择非水溶性还是水溶性
重视润滑性和抗溶着性的情况下主要选择不水溶性油剂,重视冷却性的情况下主要选择水溶性油剂。简单地说,重视锋利度的话是不水溶性油剂,重视冷却的话是水溶性油剂。
另外,在渗透性、清洗性方面,含有表面活性剂的水溶性油剂较好,但在防锈性、耐劣化性等方面,不含水的不水溶性油剂较好。
切削液特性
| 特性 型 (JIS 分类) |
润滑性 | 防焊接 | 制冷性 | 渗透性 | 清洁度 | 增效作用 | 防锈性 | 反腐败 | 抗老化性 | 操作性 | 易燃危险 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 不溶性切削液 | 油基类型 (N1 型) |
○ | ○ | × | ○ | × | ★ | ★ | - | ★ | × | 是 |
| 惰性极压型 (N2 和 N3 型) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| 有源极压型 (N4 型) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| 水溶性切削液 | 乳液 (A1 型) |
○~× | × | ○ | ○ | ○ | ○ | × | × | × | × | 无 |
| 溶质 (A2 型) |
× | × | ★ | ★ | ★ | × | ○ | ○ | ○ | ○ | ||
| 解决方案 (A3 型) |
× | × | ★ | × | × | ★~○ | ○ | ★ | ○ | ★ | ||
为什么需要冷却切削液?
使用切削液进行加工的机床中的油槽通常带有冷却装置。加工和操作过程中产生的热量会使切削液的温度上升,为了避免温度上升引起的各种问题,需要进行冷却。
(1)保持加工精度
当加工热导致切削液温度升高时,暴露在切削液中的工件、机床主体和刀具的温度也会升高。
材料具有温度升高时会发生热膨胀的特性,例如铁,温度每升高10℃,其尺寸变化量就会超过0.1mm/m。这会降低加工精度,不仅会降低品质,还会增加校正加工所需的工时。
冷却切削液并保持恒温有助于提高产品质量、减少加工工时。
(2)机床主体及刀具的保护
机床主体或刀具的温度升高时,会膨胀,造成过大的负荷,刀具刃口也容易发生熔接,缩短刀具寿命。保持切削液温度适宜,对保护机床主体和刀具也至关重要。
(3)抑制切削液的蒸发、腐烂
特别是对于水溶性切削液,随着温度的升高,它更容易蒸发,并且由于温度高达30~40°C,细菌更容易繁殖,因此腐蚀非常严重。
减少蒸发损失、抑制腐蚀,有助于减少维护工时及油剂购买费。
切削液的冷却方法
冷却切削液有两种常用方法:。
(1)液冷式换热器
该方法利用液体之间间接进行热交换的液冷式热交换器,用冷却水间接冷却切削液。
冷却水的种类不同,冷却效果有很大差异。
例如,如果使用工厂循环水或冷却塔水作为冷却水,温度波动较大,尤其是在夏季,冷却水本身也会变热,难以稳定加工质量。另一方面,如果使用全年温度稳定的井水或可以设定温度的冷冻机水,则更容易在一年中保持一致的加工精度,并且据说它们非常适合冷却切削油。
(2)冷却器冷却器
这是专为冷却液设计的冷却器。广义上讲,有两种类型:浸入式冷却器和直接循环式冷却器。如果切削粉或污泥混入冷却液中,循环式冷却器可能会堵塞管道或导致管道磨损,但1)由于热交换器可以直接浸入冷却液中,因此可以使用浸入式冷却器。2)直接循环式冷却器通过管道将冷却液吸入机器,因此可以通过管道将其输送到切削粉和污泥较少的干净水箱中使用,或者安装过滤器或过滤网。1)与浸入式冷却器相比,温度控制精度通常更高。
参考
· 2-3.直接冷却 (冷却)
下一个项目: 1-4.液压油