








Technical Information
Cutting fluid
This explains the uses and applications of cutting fluids, as well as the need for cooling.
What is cutting fluid?
This refers to a lubricant used when cutting or grinding metal or resin workpieces on processing machines.
By discharging cutting oil onto the workpiece (the material to be cut, such as metal) and the tool (the blade that processes the workpiece), various effects are achieved.
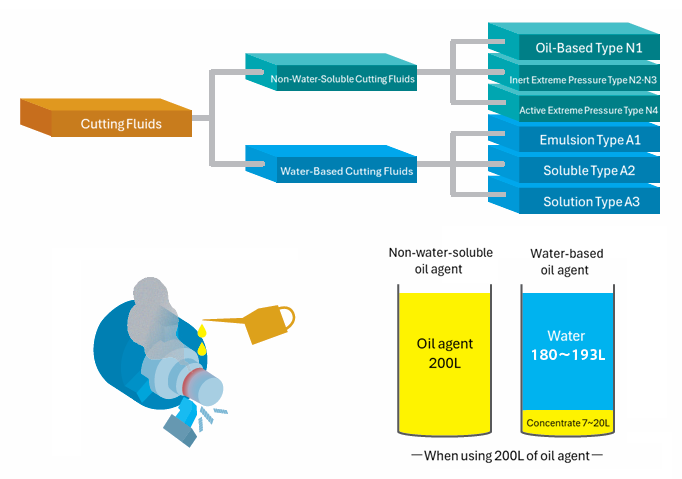
As will be explained later, cutting fluids can be broadly divided into water-insoluble cutting fluids that are used without diluting with water, and water-soluble cutting fluids that are used after dilution.
The main purposes of water-insoluble cutting fluids are"(1) lubrication" and"(2) anti-adhesion," and they are used for cutting that requires high processing stability.
The main purpose of water-soluble cutting oil is "③ cooling," and it is used for cutting that stability a large amount of processing or dimensional accuracy. It also has the advantage of reducing the risk of fire, and is sometimes called water-soluble coolant. When referring to "coolant" in cutting machines, water-soluble coolant is often referred to (*).
*This does not apply to all cases. Water-insoluble cutting oil is sometimes called coolant, so be careful not to confuse the two.
Purpose and basic performance of cutting fluids
The basic performance required of cutting fluids can be broadly divided into five categories: (1) lubrication, (2) anti-welding, (3) cooling, (4) rust prevention, and (5) cleaning. The three functions of (1) lubrication, (2) anti-welding, and (3) cooling are particularly important. (2) Anti-welding prevents adhesion between the workpiece and tool, and between the tool and chips, due to the high temperature and pressure that occurs during cutting.
| Purpose | Work | Basic performance | ||||
|---|---|---|---|---|---|---|
| ①lubricating action | ②antisolvent effect | ③cooling effect | ④rust-inhibiting action | ⑤cleansing action | ||
| Improved dimensional stability | Reduce tool wear | ○ | ○ | ○ | ||
| Suppression of thermal expansion | ○ | |||||
| Improved surface finish | Suppression of built-up edge | ○ | ○ | |||
| Reduced cutting force | Reduced friction | ○ | ||||
| Extending tool life | Reduce tool wear | ○ | ○ | ○ | ||
| Suppression of thermal degradation | ○ | |||||
| Work efficiency | Chip disposal | ○ | ||||
| Cooling of the workpiece | ○ | |||||
| Improved quality | Rust prevention for workpieces and machine tools | ○ | ||||
Effects of each basic performance
"① Lubrication" effect - Improved sharpness of cutting tools
The lubricating effect of cutting fluid reduces wear on tools and workpieces. Let's take a closer look at this in more detail.
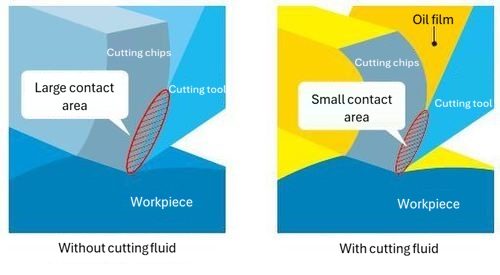
When a tool comes into direct contact with a workpiece, or metal to metal, the contact surfaces are not actually completely in contact, but have slight irregularities, and large forces are applied to the protruding parts of these irregularities, resulting in large friction.
Therefore, cutting fluid is supplied to both the tool and the workpiece, creating an oil film on the metal surface to prevent direct contact between the metals and reduce friction and wear. This is the lubricating effect of cutting fluid.
Also, chips are generated during cutting, and the smaller the friction between the chip-side surface of the tool (the rake face) and the contact surface of the chip due to the cutting fluid, the smaller the radius of curvature of the chip.
The smaller the radius of curvature, the smaller the contact area between the tool and the chip, resulting in better cutting performance.
Tool wear occurs due to friction during cutting, mainly caused by chips, and cutting fluid plays an important role in protecting the tool.

"② Anti-welding" effect - Protects the cutting edge of tools -

During cutting, some of the chips melt and adhere to the cutting edge of the tool, forming a hard deposit. This is called a built-up edge. Because it adheres to the cutting edge, the finish stability of the workpiece becomes poor, and it can also peel off along with part of the cutting edge during cutting, causing tool deterioration.
This is particularly likely to occur in aluminum alloys, stainless steel, and heat-resistant alloys.
Cutting fluid protects the cutting edge with an oil film and prevents adhesion of the cutting edge.
"③ Cooling" effect - Reduces tool deterioration, improves machining stability and improves environment safety
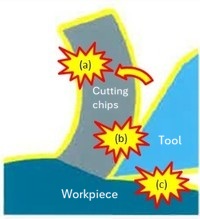
It is important to minimize the heat generated at the cutting point and to quickly remove the generated heat to cool the tool and workpiece. Heat is generated from the following three locations, as shown in the diagram on the left.
(a) Shear heat generated when the workpiece material breaks into chips. This occurs due to distortion and fracture.
(Approximately 70% of cutting heat).
(b) Frictional heat generated when chips are discharged while rubbing against the tool rake face.
(c) Frictional heat generated by friction between the flank of the tool and the workpiece.
((b) and (c) together account for approximately 30% of the cutting heat)

During cutting, the cutting temperature can reach 800°C or even 1000°C in some cases. Most of this heat is carried away by the chips, but it is also conducted to the tool, causing the temperature at the cutting edge to rise.
The cooling effect of cutting fluids prevents temperature rise, protecting tools from deformation and softening caused by heat, reducing wear and extending tool life.
The workpiece also becomes very hot, but the cooling effect prevents expansion and deformation due to heat, maintaining machining stability.
In addition, hot chips can be very dangerous as they can cause fires or cause burns when touched. The cooling effect also plays an important role in safety in such a work environment.
"④ Rust prevention" effect ~ protection equipment, tools, and workpieces ~

After cutting, the workpiece is susceptible to rust due to reaction with water and oxygen.
When cutting fluid is used, an oil film adheres to the surface, creating a protection film that prevents contact with water and air. In addition, water-soluble cutting fluids are increasingly being used due to environment concerns, and as they are more likely to affect not only the workpiece but also the tools and machine tools, it is becoming necessary to carefully consider the type and properties of cutting fluids.
"⑤ Cleaning" effect - Reduces tool damage

During cutting, cutting fluid is used to wash away chips and prevent them from getting caught between the tool and the workpiece or adhering to the workpiece.
It also prevents the fine chips generated during cutting from scattering around, helping to keep the work environment clean and safety.
Types and characteristics of cutting fluids
Cutting fluids can be broadly divided into water-insoluble cutting fluids that are used without diluting with water, and water-soluble cutting fluids that are used after dilution.
Characteristics of water-insoluble oils
●Suitable for light cutting of non-ferrous metals that are prone to corrosion.
●Excellent lubricity and anti-welding properties prevent built-up edges and make it suitable for machining alloy steel and difficult-to-cut materials that require stability.
●It is flammable, so care must be taken when cutting and storing it. It is subject to the Fire Service Act.
●High temperatures can easily generate oil smoke, oil mist prevention measures are necessary.
Characteristics of water-soluble oils
●Has a high cooling effect and is suitable for high-speed cutting.
●Rust prevention measures are required for workpieces and tools.
●Management requires measures to prevent decay and deterioration caused by bacteria, etc.
●It is non-flammable, making it suitable for unmanned factories. It is not subject to the Fire Service Act.
●It is cost-effective because it is diluted with water.
*Not all water-soluble oils are exempt from the Fire Service Act.
Cutting fluid selection
When lubrication and anti-welding properties are important, water-insoluble oils are generally chosen, while when cooling properties are important, water-soluble oils are generally chosen.
Simply put, if sharpness is important, you should use water-insoluble oil, and if cooling is important, you should use water-soluble oil.
In addition, water-soluble oils containing surfactants are superior in terms of penetration and cleaning properties, but water-insoluble oils that do not contain water are superior in terms of rust prevention and resistance to deterioration.
Choosing between water-insoluble and water-soluble
If lubrication and anti-welding properties are important, water-soluble oils are generally chosen, while if cooling properties are important, water-soluble oils are generally chosen. Simply put, if sharpness is important, water-soluble oils are preferred, and if cooling properties are important, water-soluble oils are preferred.
In addition, water-soluble oils containing surfactants are superior in terms of penetration and cleaning properties, but water-insoluble oils that do not contain water are superior in terms of rust prevention and resistance to deterioration.
Cutting Fluid Characteristics
| Characteristics Type (JIS classification) |
Lubricity | Anti-welding | Coolability | Permeability | Cleanability | Effervescence | Rust Resistance | Corruption resistance | Degradation resistance | Operability | Flammability Hazard | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Insoluble cutting fluid | Oil-based type (N1 type) |
○ | ○ | × | ○ | × | ★ | ★ | - | ★ | × | Yes |
| Inert extreme pressure type (N2, N3 type) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| Active extreme pressure type (N4 type) |
★ | ★ | × | ○ | × | ★ | ★ | - | ★ | × | ||
| Water soluble cutting fluid | Emulsion (Type A1) |
○~× | × | ○ | ○ | ○ | ○ | × | × | × | × | Nothing |
| Soluble (A2 type) |
× | × | ★ | ★ | ★ | × | ○ | ○ | ○ | ○ | ||
| Solutions (A3 type) |
× | × | ★ | × | × | ★~○ | ○ | ★ | ○ | ★ | ||
Why is cooling of cutting fluid necessary?
The oil tanks of machines that use cutting fluid for processing often come equipped with a cooling mechanism. The temperature of the cutting fluid rises due to heat generated during processing and operation, but cooling is performed to prevent various problems caused by the temperature rise.
(1) Maintaining processing stability
When the temperature of cutting fluid rises due to processing heat, the temperatures of the workpiece, machine body, and tools exposed to the cutting fluid also rise.
Materials have the property of thermal expansion when the temperature rises, and for example, the dimensions of iron change by more than 0.1 mm per meter for every 10°C rise in temperature. This reduces processing stability, raising concerns about a decline in quality and an increase in the number of steps required for correction processing.
Cooling cutting fluid and maintaining it at a constant temperature contributes to improving product quality and reducing processing man-hours.
(2) protection of the machine body and tools
When the temperature of the machine body or tools rises, they expand, causing excessive loads, and the cutting edges of the tools may become more susceptible to welding, shortening their lifespan. Maintaining cutting fluid at the appropriate temperature is also important for protection the machine body and tools.
(3) Prevents evaporation and decay of cutting fluid
In particular, water-soluble cutting fluids tend to evaporate more easily as the temperature rises, and corrosion progresses significantly at temperatures between 30 and 40°C, which is a temperature at which bacteria can easily grow.
Reducing evaporation loss and inhibiting corrosion leads to reduced maintenance man-hours and oil purchasing costs.
Cooling method for cutting fluid
There are two common methods for cooling cutting fluid:
(1)Liquid-cooled heat exchanger
This method uses a liquid-cooled heat exchanger that indirectly exchanges heat between liquids, and indirectly cools the cutting fluid with cooling water.
The cooling effect varies greatly depending on the type of cooling water.
For example, if factory circulating water or cooling tower water is used as cooling water, the temperature fluctuates greatly, and the cooling water itself becomes hot, especially in the summer, making it difficult to stabilize processing quality.On the other hand, if well water, which has a stable temperature all year round, or chiller water, which can be set to a temperature, is used, it is easier to maintain consistent processing stability throughout the year, and they are said to be excellent for cooling cutting oil.
reference
・ 2-2.Liquid-cooled heat exchanger (liquid-liquid)
・ 3-1. Types and characteristics of cooling water
(2) Coolant chiller
This is a chiller designed specifically for coolant. Broadly speaking, there are two types: immersion chillers and direct circulation chillers. If cutting powder or sludge is mixed in with the coolant, a circulation chiller may clog the piping or cause wear on the piping, but 1) an immersion chiller can be used because the heat exchanger can be directly immersed in the coolant. 2) A direct circulation chiller draws coolant into the machine through the piping, so it is used by piping it to a clean tank with less cutting powder and sludge, or by installing a strainer or filter. 1) Compared to immersion chillers, temperature control stability is often higher.
reference
・ 2-3. Direct cooling by chiller
Next item: 1-4. Hydraulic oil
People who viewed this page also checked out these documents:
Inquiry
For product inquiries, quote requests, etc.
Please feel free to contact us.