








Technical Information
Hydraulic fluid
This explains the role of hydraulic fluids, the characteristics of each type, and the need for cooling.
What is hydraulic processing oil?
Lubricants used in the industrial sector include general-purpose oils, gear oils, spindle oils, turbine oils, and bearing oils, each with different properties depending on the rotational speed and load of the object being lubricated.
Hydraulic fluid is one of them, and in addition to lubricating equipment and preventing rust, it also has the function of transmitting the kinetic energy generated by hydraulic pumps to actuators such as hydraulic cylinders and hydraulic motors.
Hydraulic pumps have a large output, and the amount of heat generated by adiabatic compression and friction inside hydraulic equipment is large, so hydraulic oil is subjected to a large thermal load. For this reason, among the various types of lubricating oil, hydraulic oil is the type that often requires cooling measures.
The role of hydraulic fluid
Hydraulic pumps, hydraulic actuators, solenoid valves, etc. are controlled and operated at high speeds and pressures. Taking into account the oil temperature during operation, the surrounding atmosphere, the materials used in the equipment, etc., it is desirable for hydraulic oil to have the following properties.
- Has moderate viscosity and is resistant to temperature changes (lubricity, wear resistance)
Hydraulic equipment generates heat when in operation, but to prevent wear on the equipment and maintain smooth operation even when the temperature changes, the viscosity must remain stable over a wide temperature range.
- Does not corrode metal and has anti-rust properties
- Does not damage materials such as rubber and paint used in hydraulic equipment parts
- Resistant to oxidation even at high temperatures
As oxidation of hydraulic oil progresses, the hydraulic equipment itself becomes more susceptible to oxidation, so high oxidation stability is required.
- Do not compress
When precise operation or positioning stability is required, errors will occur if the hydraulic oil contracts.
- High water separation properties (hard to emulsify, specific gravity lower than water)
When water gets mixed in, it impairs the hydraulic oil's compressibility, rust prevention, and lubrication properties. In order to discharge any water that gets mixed in through the bottom of the tank without mixing with the oil, the oil must be resistant to emulsification, have a low specific gravity, and be able to quickly sink the water to the bottom of the tank.
- Flame retardant
Even if the equipment generates heat, it must be safety so that it does not ignite and cause a fire.
Types of hydraulic fluid
The main hydraulic fluids are broadly divided into three categories:
General hydraulic oil
Special hydraulic oil used in general hydraulic equipment.
Its anti-friction properties, viscosity shear stability, and oxidation stability make it suitable for hydraulic equipment.
Wear-resistant hydraulic oil
Special hydraulic oil suitable for hydraulic equipment used at high pressure and high speed.
Prevents wear and seizure.
Fire-resistant hydraulic oil
Hydraulic oils are used in hydraulic systems where general petroleum-based hydraulic oils pose a risk of ignition and fire. There are phosphate ester-based and water-glycol-based hydraulic oils known for use in aircraft.
Depending on the type of hydraulic oil, special materials, sealing packing, paint, etc. may be used.
Types and characteristics of fire-resistant hydraulic oil
Lubricating oils have the problem of being flammable. When mineral oil-based hydraulic fluids are used in hydraulic systems in workplaces with high-temperature heat sources, this flammability poses a risk of fire. In such situations, fire-resistant hydraulic fluids are used, which make hydraulic oils less flammable.
There are two ways to make hydraulic fluids less flammable: using a less flammable liquid from a variety of sources (synthetic fluids) or using water as the base oil (water-containing fluids). As a result, there are various types of flame-retardant hydraulic fluids, as shown in Table 1.
Table 1. Classification of fire-resistant hydraulic oils
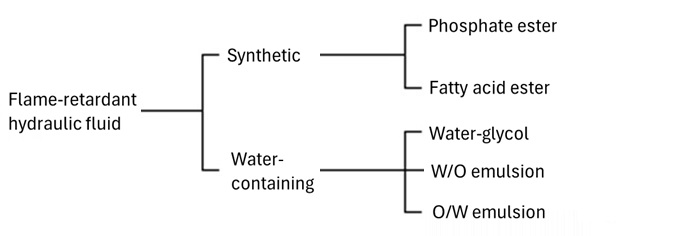
Phosphate esters must be tested for compatibility with seals and packings present in hydraulic circuits, and are widely used in aircraft hydraulic fluids, although they are very expensive.
Fatty acid ester-based lubricants have excellent lubrication and stability, and are compatible with seals and packings in hydraulic cycles, making them easy to replace mineral oil-based lubricants. However, they are less flame-retardant than phosphate ester-based lubricants.
Water-glycol systems are widely used. To ensure flame retardancy, the water content must be at least 30%. Metal soaps are added as anti-wear agents, and alkalinity regulators are added to stabilize them, making them alkaline. Therefore, compatibility with metals, seals, and paints used in hydraulic cycles must be confirmed.
W/O emulsion systems are very inexpensive, have excellent compatibility with hydraulic cycles, and are easy to treat with wastewater. They have no major problems in terms of practical performance, so they are tending to be adopted as an alternative to water-glycol systems in the current situation where total volume restrictions on industrial wastewater are being tightened.
O/W emulsion systems have a high water content of 90-95% and are therefore rarely used in practice.
Why is hydraulic fluid cooling necessary?
The motor serves as the power source for the hydraulic actuator to perform its work. Most of this motor power is transmitted as motion or force to perform work within the actuator, but a portion is lost as heat, raising the oil temperature. The primary sources of heat generation are friction within the pump and piping.
Hydraulic equipment is usually equipped with a cooling mechanism to remove this generated heat, but if the cooling is insufficient and the oil temperature rises, the following problems can occur, and in some cases, this can cause trouble that could stop the equipment from operating.
- Abnormal equipment shutdown
・In order to prevent serious troubles related to the operation of equipment below 2, an interlock will be activated to stop the operation of the equipment when the oil temperature reaches a certain level. It is generally activated at around 60 to 70°C, when the adverse effects of rising oil temperature are likely to occur.
-
Decrease in viscosity of hydraulic oil
- A decrease in viscosity reduces lubrication performance, making sliding parts more susceptible to wear, and in the worst case scenario, may cause seizure and prevent the product from working.
- As the viscosity decreases, the fluidity of the hydraulic oil improves, which increases the operating speed of the actuator, which may accelerate wear and deterioration or lead to sudden damage.
-
Deterioration of packings
-Deterioration of rubber parts such as packings used in sliding and rotating parts, or in piping connections, can cause oil leaks, which can affect the operation of pumps and actuators.
-
Hydraulic oil deterioration (oxidation)
- If the hydraulic oil itself is left at a high temperature for a long period of time, oxidation will progress and the color will change to brown.
Oxidized hydraulic oil has various performance and may corrode equipment, so it needs to be replaced. Frequent replacement increases running costs and the man-hours required for the work.
Cooling of cutting fluid
To prevent the adverse effects mentioned above, hydraulic fluid must be cooled. Ideally, the optimum temperature for hydraulic fluid should be kept between 35 and 55°C, as shown in the diagram below.

There are three methods used to cool hydraulic fluid:
- Air-cooling type heat exchanger
Also known as an air-cooled radiator or air-cooled oil cooler, this system circulates hydraulic oil within a tube bundle, blows in ambient air with a fan, and cools it using the temperature difference. While it is cost-effective because it uses ambient air, in the summer when the ambient temperature exceeds 35°C, there is no temperature difference, which can cause the temperature of the hydraulic oil to rise.
Reference: Air-cooling type heat exchanger (liquid-gas)
- liquid cooled heat exchanger
Plate heat exchangers and shell and tube heat exchangers are often used as heat exchangers.
When industrial water or cooling tower water is used as cooling water, a large cooling capacity can be provided, but in the summer the temperature rises, which makes it easier for the temperature of the hydraulic oil to rise.
Using a chiller as cooling water allows for a stable supply of cooling water below the outside temperature even in the summer, so as long as cooling capacity is sufficient, it is excellent for stabilizing the oil temperature.Reference: Liquid-cooled heat exchanger (liquid-liquid)
- Direct cooling by oil chiller
There are also immersion and direct circulation oil chiller on the market for hydraulic fluid (our VSC series is a direct circulation oil chiller).
Its advantages are that it is easy to install, can be introduced quickly, and is compact.
To protection compressor, please note that it cannot be used if the oil temperature is high (above approximately 50-60°C).Reference: Direct cooling by chillers
Previous item: Cutting fluids
People who viewed this page also checked out these documents:
Inquiry
For product inquiries, quote requests, etc.
Please feel free to contact us.